

 English
English  Esperanto
Esperanto Afrikaans
Afrikaans Català
Català שפה עברית
שפה עברית Cymraeg
Cymraeg Galego
Galego Latviešu
Latviešu icelandic
icelandic ייִדיש
ייִדיש беларускі
беларускі Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ភាសាខ្មែរ
ភាសាខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Тоҷикӣ
Тоҷикӣ O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra Հայերեն
Հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba অসমীয়া
অসমীয়া ଓଡିଆ
ଓଡିଆ Español
Español Português
Português русский
русский Français
Français 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge- العربية
 Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

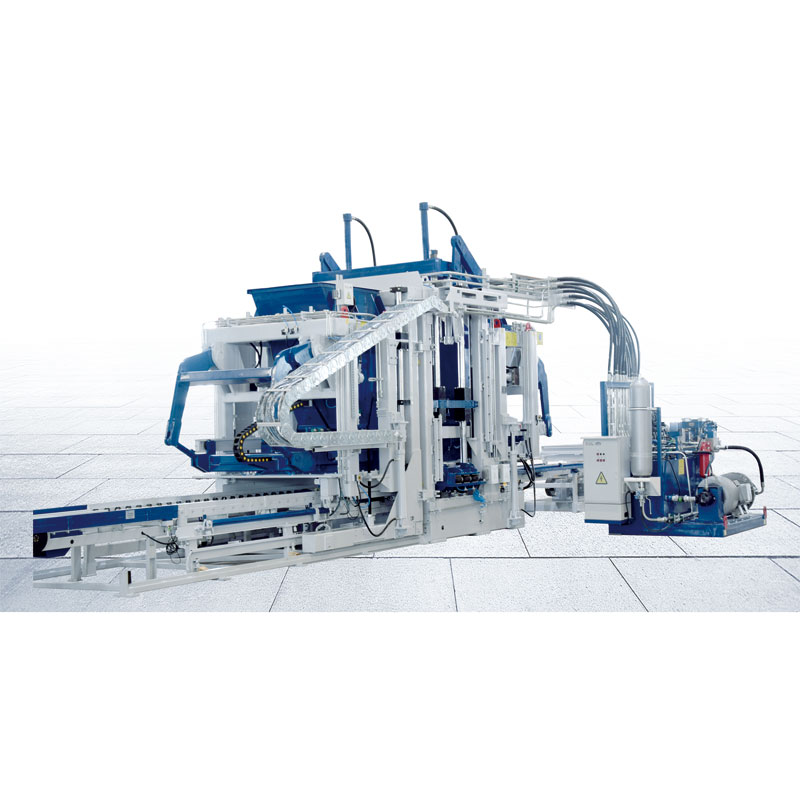
كيفية إصلاح مشكلات الاهتزاز الشائعة في آلات تصنيع البلوك
الاهتزاز هو نبض أي آلة تصنيع البلوك الهيدروليكية أو الميكانيكية. عندما يعمل بشكل صحيح، فإنه يقوم بضغط المواد الخام إلى كتل كثيفة وموحدة. ولكن عندما تنشأ مشكلات الاهتزاز، يتباطأ الإنتاج، وتتصدع الكتل، وتعاني العملية بأكملها. يواجه العديد من مديري المصانع والمقاولين سعة اهتزاز غير منتظمة، أو ضغطًا غير متساوٍ، أو ضوضاء مفرطة، أو فشلًا كليًا في النظام. هذه المشاكل ليست محبطة فحسب، بل إنها تؤثر بشكل مباشر على جودة الكتلة وعمر القالب والربحية الإجمالية. يعد فهم كيفية تشخيص أخطاء الاهتزاز الشائعة وإصلاحها أمرًا ضروريًا للحفاظ على الميزة التنافسية في صناعة تصنيع المنتجات الخرسانية.
في شركة Quangong Machinery Co., Ltd.، قضينا عقودًا من الزمن في تحسين أنظمة الاهتزاز عبر مجموعة معداتنا. لقد واجه مصنعنا كل مشاكل الاهتزاز الممكنة تقريبًا، بدءًا من الأعمدة اللامركزية غير المتوازنة وحتى المحركات الهيدروليكية البالية. يستمد هذا الدليل مباشرة من خبرتنا العملية ويقدم حلولاً خطوة بخطوة يمكن لأي فني أو مشغل تطبيقها. سواء كنت تقوم بتشغيل جهاز قديم أو جديد تمامًاآلة تصنيع البلوك QGM، ستساعدك طرق استكشاف الأخطاء وإصلاحها هذه على استعادة الأداء الأمثل للاهتزاز، وتقليل وقت التوقف عن العمل، وإطالة عمر المعدات الخاصة بك. سنقوم أيضًا بمشاركة المعلمات التفصيلية لوحدات الاهتزاز الخاصة بنا والإجابة على الأسئلة الأكثر إلحاحًا التي يطرحها علينا المشغلون يوميًا.
جدول المحتويات
1. ما الذي يسبب عدم انتظام سعة الاهتزاز في آلات تصنيع البلوك؟2. كيفية إصلاح الضغط غير المتساوي وكثافة الكتلة المنخفضة؟
3. لماذا تحدث الضوضاء المفرطة أثناء الاهتزاز وكيفية حلها؟
4. كيفية إصلاح نظام الاهتزاز في آلة تصنيع البلوك الذي توقف فجأة؟
5. كيفية منع مشاكل الاهتزاز المستقبلية من خلال الصيانة الدورية؟
خاتمة
الأسئلة المتداولة (الأسئلة الشائعة)
ما الذي يسبب سعة الاهتزاز غير المنتظمة في آلات تصنيع البلوك؟
تعد سعة الاهتزاز غير المنتظمة واحدة من أكثر المشكلات التي تم الإبلاغ عنها بين منتجي الكتل. فبدلاً من التذبذب القوي الثابت، تهتز الآلة بشكل ضعيف في بعض الأحيان وبشكل مفرط في أحيان أخرى. يؤدي هذا التناقض إلى ظهور كتل ذات قوة متفاوتة وسطح رديء. من خلال تجربة مصنعنا، هناك خمسة متهمين رئيسيين. يتيح لك فهم هذه الأسباب الجذرية استهداف الإصلاحات بشكل فعال دون إضاعة الوقت في التخمين.
في QGM، قام فريقنا باختبار الآلاف من دورات الاهتزاز. لقد رأينا أن معظم حالات عدم انتظام السعة ترجع إما إلى عدم التوازن الميكانيكي، أو تقلبات الضغط الهيدروليكي، أو تداخل الإشارة الكهربائية. فيما يلي تفاصيل الأسباب الأكثر شيوعًا وكيفية التحقق من كل سبب.
اختلال التوازن الميكانيكي للأعمدة اللامركزية
تستخدم معظم آلات تصنيع البلوك أعمدة لامركزية مزدوجة تدور في اتجاهين متعاكسين لتوليد اهتزاز خطي. إذا تراكم المزيد من التآكل على عمود واحد أو إذا تحركت الأثقال الموازنة، تصبح القوة الناتجة غير متساوية. تظهر سجلات مصنعنا أنه بعد 800 ساعة من التشغيل، قد تتطور الأعمدة اللامركزية إلى شقوق صغيرة أو إزاحة الوزن. يؤدي هذا الخلل بشكل مباشر إلى تقلبات السعة. للتشخيص، قم بتشغيل محرك الاهتزاز بدون تحميل المواد ووضع مقياس الاهتزاز على طاولة القالب. وجود اختلاف يزيد عن 5% بين القراءتين اليمنى واليسرى يؤكد عدم التوازن.
انخفاض أو ارتفاع الضغط الهيدروليكي
العديد من الآلات الحديثة، بما في ذلك آلة تصنيع البلوك QGM، تستخدم المحركات الهيدروليكية لدفع الاهتزاز. إذا كانت المضخة الهيدروليكية تقدم تدفقًا غير متناسق بسبب المرشحات المسدودة، أو انخفاض مستويات الزيت، أو فشل صمام تخفيف الضغط، فسوف يختلف سعة الاهتزاز. يوصي مصنعنا بفحص الضغط الهيدروليكي عند مدخل محرك الاهتزاز؛ يجب أن يظل ضمن ± 3 بار من القيمة المحددة. أي شيء أبعد من هذا يشير إلى وجود مشكلة في الدائرة الهيدروليكية.
محامل الاهتزاز البالية أو التالفة
تعمل محامل الاهتزاز تحت الأحمال الشديدة والتذبذبات عالية التردد. مع مرور الوقت، تتطور سباقات التحمل إلى التشظي أو تفقد العناصر المتدحرجة استدارتها. وهذا يخلق اللعب في العمود، مما يتسبب في تردد السعة. استمع إلى صوت الطحن الدوري أثناء التشغيل. في حالة وجوده، ينصح مصنعنا باستبدال المحامل فورًا باستخدام محامل فئة التخليص C4 المصممة للتطبيقات الاهتزازية.
المشكلات الكهربائية في محركات التردد المتغير (VFD)
إذا كانت آلة تصنيع البلوك الخاصة بك تستخدم VFD للتحكم في تردد الاهتزاز، فإن وحدات IGBT الخاطئة، أو الأسلاك السائبة، أو إعدادات المعلمات غير الصحيحة يمكن أن تنتج سعة غير منتظمة. لقد رأينا حالات تسبب فيها طرف واحد مفكك في اختلاف السعة بنسبة 20%. استخدم مقياسًا متعددًا للتحقق من تناسق جهد الخرج عبر المراحل الثلاث. تحقق أيضًا من أن منحدر تسارع VFD يطابق القصور الذاتي الميكانيكي لنظام الاهتزاز.
التفاعل بين العفن والمواد
في بعض الأحيان تكون الآلة نفسها جيدة، لكن تصميم القالب أو المزيج يخلق عدم انتظام في السعة. يؤدي القالب البالي ذو أنماط التآكل غير المتساوية أو مزيج الخرسانة مع محتوى الرطوبة غير المتناسق إلى تغيير تأثير التخميد على طاولة الاهتزاز. يقترح مصنعنا الاختبار باستخدام قالب مرجعي ومزيج قياسي أولاً لعزل المشكلة.
بمجرد تحديد السبب، تصبح الإجراءات التصحيحية واضحة. في حالة عدم توازن العمود اللامركزي، قم بإعادة توازن الأعمدة على آلة التوازن الديناميكي. بالنسبة للمشكلات الهيدروليكية، قم بتغيير فلتر الزيت ومعايرة صمام التنفيس. استبدل المحامل وأحكم ربط جميع التوصيلات الكهربائية. فيشركة كوانجونج للآلات المحدودة,نحن نقدم مخططات تفصيلية لتشخيص الاهتزاز مع كل ماكينة تصنيع بلوك QGM لمساعدة العملاء على تحديد هذه المشكلات في أقل من 30 دقيقة.
كيفية إصلاح الضغط غير المتساوي وكثافة الكتلة المنخفضة
وينتج عن الضغط غير المتساوي كتل صلبة من جانب ومتفتتة من الجانب الآخر، مما يؤدي إلى رفضها عند مراقبة الجودة. الكثافة المنخفضة تعني أن الكتل الخاصة بك لا يمكنها تلبية معايير الحمل. ترتبط كلتا المشكلتين ارتباطًا مباشرًا بمشاكل الاهتزاز ولكنها تتضمن أيضًا معلمات أخرى للآلة. في مصنعنا، نتعامل مع هذا الأمر بشكل منهجي. الهدف هو التأكد من توزيع طاقة الاهتزاز بشكل موحد عبر المادة وأن كل دورة تحقق الضغط الكامل.
قامت شركة Quangong Machinery Co., Ltd. بتطوير بروتوكول من 5 خطوات لاستعادة جودة الضغط. لقد قمنا بتنفيذ هذا البروتوكول في أكثر من 30 دولة وحققنا نتائج ممتازة. يوجد أدناه تفصيل تفصيلي لكل خطوة، بما في ذلك المعلمات المحددة من سلسلة آلات تصنيع البلوك QGM الخاصة بنا.
الخطوة 1: التحقق من إعدادات تردد الاهتزاز والسعة
تتطلب أنواع الكتل المختلفة معلمات اهتزاز محددة. بالنسبة للكتل المجوفة القياسية، فإن التردد الأمثل هو 4500 إلى 5000 دورة في الدقيقة بسعة 1.2 إلى 1.8 ملم. بالنسبة لكتل الرصف، فإن التردد الأقل (3800 دورة في الدقيقة) ولكن السعة الأعلى (2.0 مم) يعمل بشكل أفضل. يوصي مهندسو مصنعنا دائمًا بالتحقق من لوحة التحكم الخاصة بالجهاز لمعرفة القيم المحددة مسبقًا. إذا كنت تستخدم آلة تصنيع البلوك QGM، فإن شاشة HMI تعرض التردد والسعة في الوقت الفعلي. قارنها بالقيم الموجودة في دليل المنتج. إذا انحرفت، قم بإعادة المعايرة باستخدام إجراء الشركة المصنعة.
الخطوة 2: فحص نظام عزل الاهتزاز
يتم تثبيت طاولة الاهتزاز على عوازل مطاطية أو زنبركية لمنع فقدان الطاقة لإطار الماكينة. تمتص العوازل البالية الاهتزازات بدلاً من نقلها إلى القالب. للاختبار، ضع مستشعر اهتزاز على القالب وآخر على الإطار الأساسي. يجب أن يكون اهتزاز الإطار الأساسي أقل من 15% من اهتزاز القالب. إذا كان أعلى، استبدل جميع العوازل. يستخدم مصنعنا عوازل مطاطية طبيعية عالية التحمل مع عمر خدمة يصل إلى 10,000 ساعة.
الخطوة 3: ضبط تناسق المادة وارتفاع الطبقة
لا يمكن أن يعوض الاهتزاز عن تصميم المزيج السيئ. يجب أن يكون للخرسانة انحدار يتراوح بين 30 إلى 50 ملم لصنع البلوك. جافة جدًا، والمواد تقاوم الضغط؛ رطب جدًا، ويؤدي الاهتزاز إلى الانفصال. تأكد أيضًا من أن المادة تملأ القالب بالتساوي. يعد ارتفاع التعبئة غير المتساوي سببًا شائعًا لتباين الكثافة عبر الكتلة. استخدم جهاز توزيع أو مشط يدوي لتسوية المادة قبل بدء دورة الاهتزاز.
الخطوة 4: التحقق من القالب واضغط على محاذاة الرأس
إذا لم ينزل رأس الضغط بشكل موازي للقالب، فإن جانب واحد من الكتلة يتلقى المزيد من ضغط الضغط بينما يعتمد الجانب الآخر فقط على الاهتزاز. وهذا يخلق التدرج الكثافة. يستخدم مصنعنا أدوات محاذاة الليزر للتحقق من توازي رأس المكبس في حدود 0.5 مم عبر منطقة القالب بأكملها. افحص أيضًا بطانات القالب؛ تعمل البطانات البالية على تغيير الفجوة بين رأس المكبس وجدار القالب، مما يؤثر على كفاءة الضغط.
الخطوة 5: مراقبة الضغط الهيدروليكي أثناء الضغط
الاهتزاز وحده لا ينتج الكثافة؛ يعمل مع قوة الضغط الهيدروليكية. في آلة تصنيع البلوك QGM الخاصة بنا، يطبق النظام اهتزازًا مسبقًا لترسيب المواد، ثم الاهتزاز الرئيسي مدمجًا مع قوة ضغط تصل إلى 25 طنًا. إذا انخفض الضغط الهيدروليكي أثناء مرحلة الضغط، فسيعاني الضغط. قم بتركيب مقياس ضغط على الأسطوانة الرئيسية وراقب اضمحلال الضغط. يشير الانخفاض لأكثر من 5 بار إلى وجود تسرب داخلي أو وجود خلل في صمام الفحص.
بعد تنفيذ هذه الخطوات، قم بتشغيل مجموعة اختبار مكونة من 20 قطعة وقياس الكثافة باستخدام مقياس معاير وفحص الأبعاد. يجب أن تكون الكثافة في حدود 2% من القيمة المستهدفة عبر كافة الكتل. إذا لم يكن الأمر كذلك، كرر التشخيص. تقدم شركة Quangong Machinery Co., Ltd. دعمًا لاستكشاف الأخطاء وإصلاحها عن بُعد لمساعدة العملاء على تنفيذ هذه الإصلاحات بسرعة. لقد قام فريق ما بعد البيع في مصنعنا بحل أكثر من 500 مشكلة في الضغط في العام الماضي وحده.
لماذا تحدث الضوضاء المفرطة أثناء الاهتزاز وكيفية حلها؟
الضوضاء المفرطة ليست مجرد إزعاج للمشغل؛ إنها علامة تحذير واضحة على حدوث ضائقة ميكانيكية. تنتج آلة تصنيع البلوك الصحية طنينًا إيقاعيًا منخفضًا. تشير الأصوات المعدنية الحادة، أو الخشخشة، أو القعقعة المتقطعة إلى عيوب محددة تؤدي، إذا تم تجاهلها، إلى فشل كارثي. في مصنعنا، نقوم بتصنيف الضوضاء المرتبطة بالاهتزاز إلى ثلاثة أنواع متميزة، ولكل منها حل فريد.
تعطي شركة Quangong Machinery Co., Ltd. الأولوية للتصميم منخفض الضوضاء في جميع موديلات آلات تصنيع البلوك QGM الخاصة بنا. ومع ذلك، فحتى أفضل الآلات ستواجه مشكلات تتعلق بالضوضاء إذا تم إهمال الصيانة. يوجد أدناه جدول تشخيصي والحلول المصاحبة له.
النوع الأول: قعقعة معدنية أو طرق
يأتي هذا الصوت عادةً من أدوات التثبيت السائبة الموجودة على طاولة الاهتزاز أو تركيب القالب. يعمل الاهتزاز عالي التردد على فك البراغي بمرور الوقت. يوصي مصنعنا بفحص جميع مسامير M20 وM24 الموجودة على لوحة الاهتزاز كل 40 ساعة تشغيل. أعد عزم الدوران إلى 450 نيوتن متر باستخدام مفتاح عزم الدوران. قم أيضًا بفحص ممتصات الصدمات الموجودة بين وحدة الاهتزاز والإطار. إذا تفككت البطانات المطاطية، فإن تلامس المعدن مع المعدن يسبب طرقًا قويًا. استبدل أي البطانات البالية على الفور.
النوع الثاني: الصراخ أو الأنين عالي النبرة
غالبًا ما ينشأ الصرير من محامل المحرك الاهتزازية أو المضخة الهيدروليكية إذا كانت الآلة تستخدم نظام اهتزاز هيدروليكي. بالنسبة للمحركات الكهربائية، قم بإزالة غطاء المحمل واستمع باستخدام سماعة الطبيب الميكانيكية. إذا كان الصوت مستمرًا، فهذا يعني أن المحامل تفتقر إلى الشحوم أو بها علامات ملح. أعد التعبئة باستخدام شحم مقاوم للاهتزاز بدرجة حرارة عالية (NLGI درجة 2). بالنسبة للأنظمة الهيدروليكية، يشير الأنين إلى التجويف الناتج عن انسداد مصفاة الشفط أو انخفاض مستوى الزيت. قم بتغيير الزيت الهيدروليكي وتنظيف المصفاة. تستخدم آلة تصنيع البلوك QGM الخاصة بمصنعنا مبرد زيت مخصصًا للحفاظ على اللزوجة، مما يقلل من مخاطر التجويف.
النوع 3: الهادر أو صريف الضوضاء
الهادر هو توقيع محامل العمود اللامركزي البالية أو وصلات التروس. مع تآكل سباقات المحامل، تنزلق البكرات بدلاً من التدحرج، مما يؤدي إلى حدوث قعقعة منخفضة التردد. للتأكيد، قم بإزالة غطاء الوصول لوحدة الاهتزاز وتحقق من وجود جزيئات معدنية في الشحم. إذا كان موجودًا، قم بتفكيك مجموعة العمود واستبدل كلا المحامل. قم أيضًا بفحص أداة توصيل التروس التي تربط العمودين اللامركزيين. تنتج أسنان التروس البالية صوتًا مزعجًا؛ من الضروري إعادة طحن أو استبدال أداة التوصيل.
بالإضافة إلى هذه الأنواع، يمكن أن تأتي الضوضاء أيضًا من تفاعل قاعدة الماكينة مع الأرضية. يوصي مصنعنا دائمًا بتركيب آلات تصنيع البلوك على وسادات تخميد الاهتزاز أو كتلة خرسانية منفصلة بالقصور الذاتي. بالنسبة للتركيبات الحالية، يمكن أن تؤدي إضافة حصيرة مطاطية أسفل أقدام الماكينة إلى تقليل الضوضاء المنقولة بما يصل إلى 15 ديسيبل.
للتخلص بشكل منهجي من الضوضاء، قم بإنشاء سجل. سجل نوع الضوضاء والموقع وظروف التشغيل. ثم اتبع العلاج المحدد. في شركة Quangong Machinery Co., Ltd.، يستخدم فريق خدمة المصنع لدينا أجهزة تحليل صوتية لتحديد مصادر الضوضاء في غضون 10 دقائق. نحن ندرب عملائنا على فعل الشيء نفسه باستخدام تطبيقات محلل الطيف للهواتف الذكية. تعد المراقبة المنتظمة للضوضاء أداة صيانة تنبؤية قوية تمنع الأعطال المفاجئة.
كيفية إصلاح نظام الاهتزاز في ماكينة تصنيع البلوك الذي توقف فجأة
يؤدي الفقدان الكامل للاهتزاز إلى توقف الإنتاج. تتطلب حالة الطوارئ هذه استكشاف الأخطاء وإصلاحها بشكل منهجي لتحديد ما إذا كانت المشكلة كهربائية أو هيدروليكية أو ميكانيكية بسرعة. على مر السنين، قام مصنعنا بتطوير قائمة مرجعية للاستجابة السريعة التي تعمل على استعادة الاهتزاز في 80% من الحالات خلال ساعة واحدة. فيما يلي قائمة المراجعة هذه، بالإضافة إلى معلمات المكونات للأنظمة الشائعة.
الخطوة 1: التحقق من مصدر الطاقة لمحرك الاهتزاز
بالنسبة لمحركات الاهتزاز الكهربائية، استخدم جهاز اختبار الجهد عند أطراف المحرك. يجب أن ترى الجهد المقنن (عادةً 380 فولت إلى 480 فولت ثلاثي الطور). إذا كان الجهد غائبًا، فارجع إلى الموصل ومرحل التحميل الزائد وقاطع الدائرة. إعادة ضبط أي قواطع متعثرة. لاحظ مصنعنا أن مرحلات الحمل الزائد الحراري غالبًا ما تتعطل بسبب التيار الزائد من عمود غريب الأطوار محشور. إذا تعطل المرحل مرة أخرى على الفور، فلا تقم بإعادة ضبطه مرة أخرى؛ انتقل إلى الفحوصات الميكانيكية.
الخطوة 2: فحص VFD أو Soft Starter
إذا كانت آلة تصنيع البلوك QGM الخاصة بك تستخدم VFD، فتحقق من شاشة العرض بحثًا عن رموز الخطأ. تتضمن الرموز الشائعة التيار الزائد أو الجهد الزائد أو فقدان الطور. يشير التيار الزائد إلى لف المحرك القصير أو المحامل المضبوطة. استخدم جهاز الميجر لاختبار مقاومة العزل؛ تشير القيم الأقل من 1 ميجا أوم إلى فشل المحرك. غالبًا ما يأتي الجهد الزائد من مشكلات مقاومة الكبح أو ارتفاع إمداد الإدخال. قم بإعادة ضبط VFD وفقًا لدليل الشركة المصنعة، ولكن إذا تكرر الخطأ، استبدل لوحة التحكم الخاصة بـ VFD أو الوحدة بأكملها.
الخطوة 3: التحقق من التدفق الهيدروليكي والضغط لأنظمة الاهتزاز الهيدروليكي
تستخدم العديد من الآلات الثقيلة محركًا هيدروليكيًا للاهتزاز. تحقق من ضغط خرج المضخة الهيدروليكية عند مدخل المحرك. يجب أن يتطابق مع ورقة المواصفات الخاصة بالجهاز، والتي تتراوح عادةً ما بين 160 إلى 200 بار. إذا كان الضغط طبيعيًا ولكن المحرك لا يدور، فقد يتم إيقاف المحرك نفسه. افصل المحرك وحاول تدوير العمود يدويًا. إذا لم يدور بحرية، فاستبدل المحرك الهيدروليكي. تحقق أيضًا من الصمام النسبي الذي يتحكم في التدفق إلى محرك الاهتزاز. سوف يتوقف التخزين المؤقت العالق عن الاهتزاز. تنظيف أو استبدال الصمام.
الخطوة 4: فحص أدوات التوصيل والأعمدة الميكانيكية
إذا كان المحرك يعمل ولكن طاولة الاهتزاز لا تتحرك، فهذا يعني فشل الاقتران بين المحرك والعمود اللامركزي. يستخدم مصنعنا وصلات عنكبوتية مرنة في ماكينة تصنيع البلوك QGM؛ يمكن أن يبلى العنكبوت المطاطي ويتشقق. استبدل العنكبوت وأعد محاذاة الأعمدة باستخدام مؤشر القرص (الحد الأقصى للمحاذاة الخاطئة 0.2 مم). تحقق أيضًا من وجود عمود غريب الأطوار مكسور. وهذا أمر نادر ولكنه يحدث بعد التعب الشديد. يتطلب العمود المكسور التفكيك الكامل والاستبدال.
الخطوة 5: قفل الأمان وإشارات PLC
تشتمل آلات تصنيع البلوك الحديثة على أقفال أمان تعمل على قطع الاهتزاز إذا كان باب الحراسة مفتوحًا أو إذا لم يكن رأس الضغط في الموضع الصحيح. تحقق من جدول إدخال PLC لمعرفة أي ظروف تعشيق نشطة. تجاوز التشابكات فقط للاختبار، وليس للإنتاج أبدًا. يقوم مصنعنا أيضًا بتثبيت أجهزة استشعار لتمكين الاهتزاز تكتشف ما إذا كان القالب مثبتًا بشكل صحيح. يمكن لمستشعر القرب المعيب أن يوقف الاهتزاز بشكل خاطئ. تنظيف أو استبدال المستشعر.
بمجرد استعادة الاهتزاز، قم بتشغيل الجهاز بدون مواد لمدة دقيقتين. استمع للأصوات غير العادية وراقب مدى الاهتزاز. ثم قم بإنتاج دفعة اختبارية مكونة من 10 كتل وتحقق من الأبعاد. إذا كان كل شيء طبيعيا، فاستأنف الإنتاج الكامل. توفر شركة Quangong Machinery Co., Ltd. خطًا ساخنًا على مدار 24 ساعة للعملاء الذين يواجهون توقفًا مفاجئًا للاهتزاز. يقوم مصنعنا بتخزين جميع قطع الغيار المهمة للإرسال الفوري، مما يضمن الحد الأدنى من وقت التوقف عن العمل.
كيفية منع مشاكل الاهتزاز المستقبلية من خلال الصيانة الدورية
الوقاية أكثر فعالية من حيث التكلفة من الإصلاح. يعمل برنامج الصيانة الجيد التنظيم على التخلص من 90% من مشكلات الاهتزاز الشائعة قبل أن تتسبب في خسائر في الإنتاج. في Quangong Machinery Co., Ltd.، يتبع مصنعنا جدول صيانة ثلاثي المستويات نتشاركه مع جميع مالكي آلات تصنيع البلوك QGM. هذا الجدول سهل التنفيذ ولا يتطلب سوى الأدوات الأساسية وسجل.
مهام الصيانة اليومية (مستوى المشغل)
- استمع إلى ضجيج الاهتزاز لأي تغيير من خط الأساس.
- تحقق من درجة حرارة محرك الاهتزاز أو المحرك الهيدروليكي باستخدام مقياس حرارة يعمل بالأشعة تحت الحمراء. المعدل الطبيعي هو 60-80 درجة مئوية.
- افحص جميع البراغي المرئية الموجودة على لوحة الاهتزاز ومشابك القالب. تشديد أي منها فضفاضة.
- تأكد من أن مادة التغذية متسقة ومن عدم دخول أي أجسام غريبة (معدن، خشب) إلى القالب.
- سجل سعة الاهتزاز باستخدام مقياس اهتزاز بسيط بالقلم الرصاص (إسفين مثلث يوضح السعة بصريًا).
مهام الصيانة الأسبوعية (مستوى فني)
- تشحيم محامل الاهتزاز بشحم عالي التردد. يستخدم مصنعنا 30 جرامًا لكل محمل لآلة تصنيع البلوك QGM.
- تحقق من مستوى الزيت الهيدروليكي ولونه. يشير الزيت اللبني إلى تلوث المياه؛ يشير الزيت الداكن إلى الأكسدة. التغيير إذا لزم الأمر.
- فحص العوازل المطاطية بحثًا عن الشقوق أو الضغط الدائم. استبدل أي شيء فقد المرونة.
- قم بقياس تردد الاهتزاز باستخدام مقياس سرعة الدوران أو قراءات VFD. يجب أن يكون ضمن 2% من نقطة الضبط.
مهام الصيانة الشهرية (مستوى المشرف)
- إجراء تحليل طيف الاهتزاز باستخدام محلل FFT محمول أو تطبيق الهاتف الذكي. قارن مع الطيف الأساسي الذي تم التقاطه عندما كان الجهاز جديدًا.
- قم بإزالة غطاء وحدة الاهتزاز وافحص الأعمدة اللامركزية بصريًا بحثًا عن علامات التآكل أو الصدأ.
- تحقق من محاذاة رأس الصحافة للقالب باستخدام مقياس الليزر أو المحسس. اضبط إذا تجاوز الانحراف 0.5 مم.
- اختبر الضغط الهيدروليكي عند مدخل محرك الاهتزاز وقم بتسجيله في السجل. ابحث عن الانخفاض التدريجي.
يوفر مصنعنا أيضًا ملصقًا تفصيليًا لقائمة مراجعة صيانة الاهتزاز مع كل آلة. باتباع هذا الجدول الزمني، قام العديد من العملاء بتشغيل آلة تصنيع البلوك QGM الخاصة بهم لأكثر من 15000 ساعة دون أي عطل متعلق بالاهتزاز. تذكر أن الاستثمارات الصغيرة في الوقت والمواد الاستهلاكية اليوم تمنع حدوث أعطال كارثية غدًا. تقدم شركة Quangong Machinery Co., Ltd. برامج تدريبية حول صيانة الاهتزازات في مصنعنا وفي الموقع.
خاتمة
مشاكل الاهتزاز في آلات تصنيع البلوك أمر لا مفر منه، لكنها ليست مستعصية على الحل. من خلال فهم الأسباب الجذرية للسعة غير المنتظمة، والضغط غير المتساوي، والضوضاء المفرطة، والتوقف المفاجئ، يمكنك تشخيص المشكلات بسرعة وتطبيق الإصلاحات الصحيحة. لقد أعطاك هذا الدليل خطوات قابلة للتنفيذ بناءً على الخبرة الواقعية من شركة Quangong Machinery Co., Ltd. لقد بنى مصنعنا سمعة طيبة فيما يتعلق بالمعدات المتينة وعالية الأداء، ونحن نقدم نفس الموثوقية إلى الدعم الفني لدينا. سواء كنت تقوم بتشغيل آلة قديمة أو آلة تصنيع بلوك QGM جديدة، فإن طرق استكشاف الأخطاء وإصلاحها هذه سوف تحافظ على تشغيل خط الإنتاج الخاص بك بسلاسة. الصيانة الوقائية المنتظمة هي أفضل دفاع لك ضد فترات التوقف المكلفة.
إذا كنت بحاجة إلى مزيد من المساعدة أو ترغب في الترقية إلى جهاز مزود بتحكم متقدم في الاهتزاز،اتصل بشركة Quangong Machinery Co., Ltd. اليوم. فريقنا من مهندسي الاهتزازات على استعداد لمساعدتك على تحسين إنتاج الكتل لديك. اطلب إجراء تدقيق مجاني للاهتزاز أو عرض أسعار لأحدث موديلات آلات تصنيع البلوك QGM لدينا. دعنا نساعدك على تحويل تحديات الاهتزاز إلى كتل عالية الجودة وأرباح أعلى.
الأسئلة المتداولة (الأسئلة الشائعة)
السؤال 1: كيف أعرف ما إذا كان سعة الاهتزاز في آلة تصنيع البلوك الخاصة بي صحيحة بدون أدوات خاصة؟
الإجابة: يمكنك إجراء اختبار بسيط للمياه. ضع خليط الخرسانة الرطب في القالب وقم بتشغيل دورة اهتزاز قصيرة. بعد الدورة، لاحظ سطح الكتلة. إذا كان السطح ذو لمعان موحد ولامع قليلاً بدون ثقوب، فمن المحتمل أن تكون السعة صحيحة. إذا كان أحد الجانبين خشنًا والآخر لامعًا، فإن السعة تكون غير متساوية. بالإضافة إلى ذلك، يمكنك وضع كوب من الماء على طاولة الاهتزاز. أثناء التشغيل، يجب أن يشكل الماء نمطًا ثابتًا من التموجات دون أن يتناثر بعنف. للحصول على قياس دقيق، نوصي بمقياس اهتزاز منخفض التكلفة (أقل من 100 دولار أمريكي). توفر شركة Quangong Machinery Co., Ltd. مخططًا مرجعيًا للسعة مع كل آلة تصنيع بلوك QGM لمساعدة المشغلين على مطابقة شدة الاهتزاز بصريًا.
السؤال 2: هل يمكنني استخدام شحم السيارات العادي لمحامل الاهتزاز في آلة تصنيع البلوك الخاصة بي؟
الإجابة: لا، لا يجوز أبدًا استخدام شحوم السيارات العادية. تعمل محامل الاهتزاز بترددات ودرجات حرارة عالية تعمل على تفكيك الشحوم القياسية بسرعة مما يؤدي إلى تشنج المحامل. يستخدم مصنعنا حصريًا شحم مركب الليثيوم مع إضافات EP ونقطة تسيل عالية تزيد عن 260 درجة مئوية. يجب أن تكون درجة NLGI 2 أو 3، مع لزوجة الزيت الأساسي من 150 إلى 220 سنتي ستوك عند 40 درجة مئوية. بالنسبة لنماذج ماكينة تصنيع البلوك QGM، نوصي باستخدام Shell Gadus S3 V220C أو ما يعادله. يؤدي استخدام الشحم غير الصحيح إلى إبطال الضمان وزيادة تكرار استبدال المحمل بما يصل إلى خمس مرات.
السؤال 3: لماذا تهتز آلة تصنيع البلوك الخاصة بي بشكل مختلف عندما أقوم بتغيير القالب؟
الإجابة: القوالب المختلفة لها كتل وأبعاد وخصائص صلابة مختلفة. يتم ضبط نظام الاهتزاز على تردد رنين محدد بناءً على القالب الأصلي. عندما تقوم بتركيب قالب أثقل أو أخف، يتغير التردد الطبيعي، مما يتسبب في تغير سعة الاهتزاز. لإصلاح ذلك، يجب عليك إعادة معايرة إعداد تردد الاهتزاز على جهاز VFD أو جهاز التحكم الهيدروليكي. يوصي مصنعنا بإجراء اختبار مسح التردد مع كل قالب جديد. ابدأ بسرعة 3500 دورة في الدقيقة وقم بالزيادة حتى ترى أعلى كثافة للكتلة بأقل ضوضاء. سجل هذا التردد الأمثل لكل نوع من أنواع القوالب. تسمح جميع أدوات التحكم في ماكينة تصنيع البلوك QGM بتخزين ملفات تعريف قوالب متعددة للاستدعاء الفوري.
السؤال 4: كم مرة يجب أن أقوم باستبدال عوازل الاهتزاز الموجودة في آلة تصنيع البلوك الخاصة بي؟
الإجابة: تدوم عوازل الاهتزاز عادةً ما بين 8000 إلى 10000 ساعة تشغيل في الظروف العادية. ومع ذلك، يجب عليك فحصها كل 2000 ساعة بحثًا عن الشقوق أو التصلب أو الضغط. للاختبار، قم بقياس المسافة بين دعامات التثبيت عندما يكون الجهاز في وضع الراحة ومقارنته بالمواصفات الأصلية. الضغط بنسبة تزيد عن 15% يعني أن هناك حاجة إلى الاستبدال. وأيضًا، إذا لاحظت زيادة في الاهتزازات التي تنتقل إلى إطار الماكينة أو الأرضية المحيطة، فاستبدل العوازل على الفور. تقوم شركة Quangong Machinery Co., Ltd. بتزويد العوازل بتصنيف صلابة فريد مرمز بالألوان لتسهيل عملية الاستبدال. يوصي مصنعنا بجدولة استبدال المعزل كل عامين للمرافق عالية الإنتاج.
السؤال 5: ما هو الخطأ الأكثر شيوعًا الذي يرتكبه المشغلون عند محاولة إصلاح مشكلات الاهتزاز بأنفسهم؟
الإجابة: الخطأ الأكثر شيوعًا هو زيادة تردد الاهتزاز أو سعته دون التحقق أولاً من الصحة الميكانيكية والهيدروليكية. يفترض المشغلون غالبًا أن المزيد من الاهتزاز يعني ضغطًا أفضل. في الواقع، يمكن أن يؤدي الاهتزاز المفرط إلى فصل المواد، وتلف العفن، وفشل المحمل السريع. يرى مصنعنا هذا الخطأ باستمرار. اتبع دائمًا ترتيبًا تشخيصيًا منطقيًا: افحص المكونات الميكانيكية (المسامير والمحامل والعوازل) أولاً، ثم المعلمات الهيدروليكية أو الكهربائية، وبعد ذلك فقط قم بضبط إعدادات الاهتزاز. الخطأ الشائع الثاني هو إهمال تصفية مقياس الاهتزاز قبل القياسات. قم دائمًا بمعايرة أدواتك. في شركة Quangong Machinery Co., Ltd.، يركز برنامجنا التدريبي على استكشاف الأخطاء وإصلاحها بشكل منهجي بدلاً من التخمين، مما يقلل من عمليات استبدال الأجزاء غير الضرورية بنسبة 60%.
إرسال استفسار


X
نحن نستخدم ملفات تعريف الارتباط لنقدم لك تجربة تصفح أفضل، وتحليل حركة مرور الموقع، وتخصيص المحتوى. باستخدام هذا الموقع، فإنك توافق على استخدامنا لملفات تعريف الارتباط.
سياسة الخصوصية